高硬度材の微細精密加工
PCD・CBN・超硬合金で、装置部品の長寿命化とコストダウンを実現します
弊社は、ダイヤモンド焼結体(PCD)や立方晶窒化ホウ素焼結体(PcBN)、超硬合金をはじめとする、各種高硬度材料の精密加工を得意としております。これらの材料が持つ優れた耐摩耗性を最大限に活かし、お客様の設備における部品の長寿命化、そして交換頻度の低減によるトータルコストダウンに貢献いたします。
- PCD(焼結ダイヤモンド)
- CBN(立方晶窒化ホウ素)
- 高硬度材加工技術
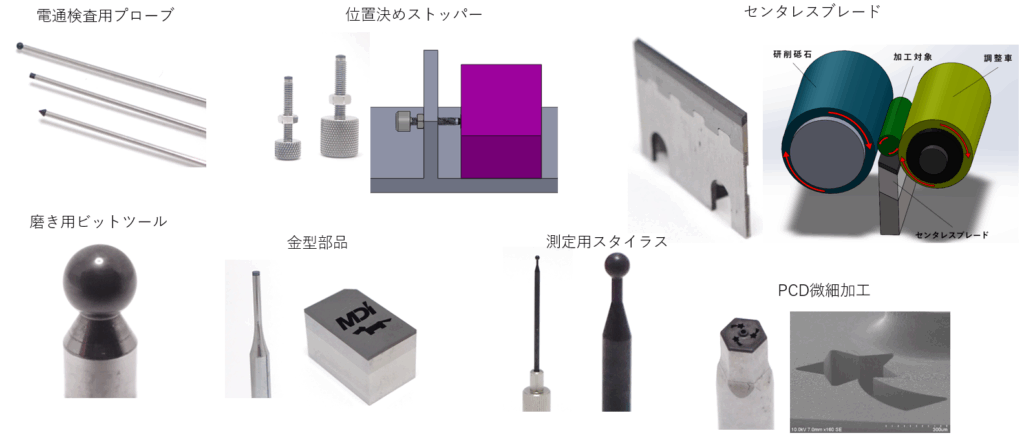
金型部品
パイロットパンチ・ダイ・曲げ
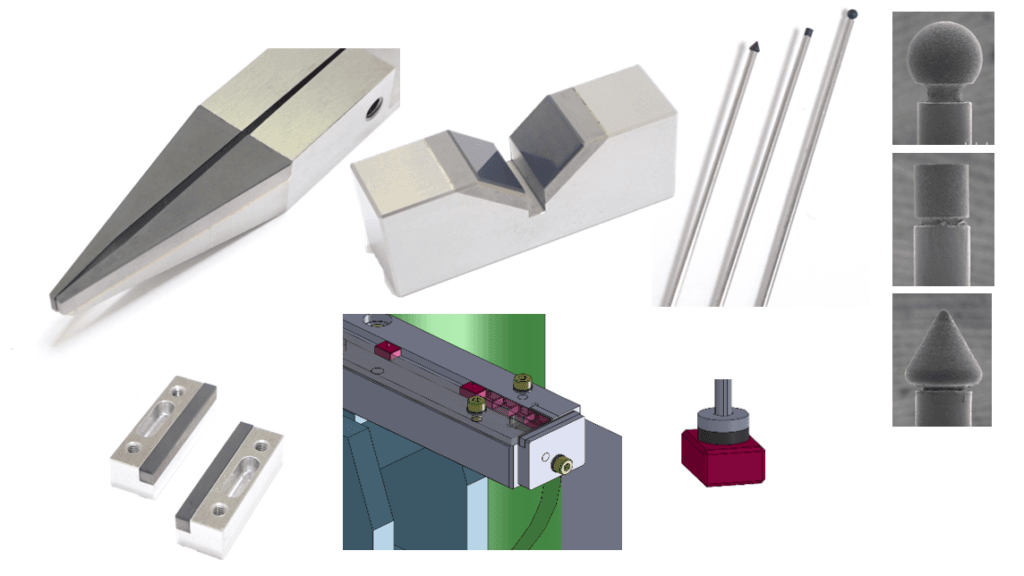
センタレスブレード
センタレス研磨用支持刃・受け
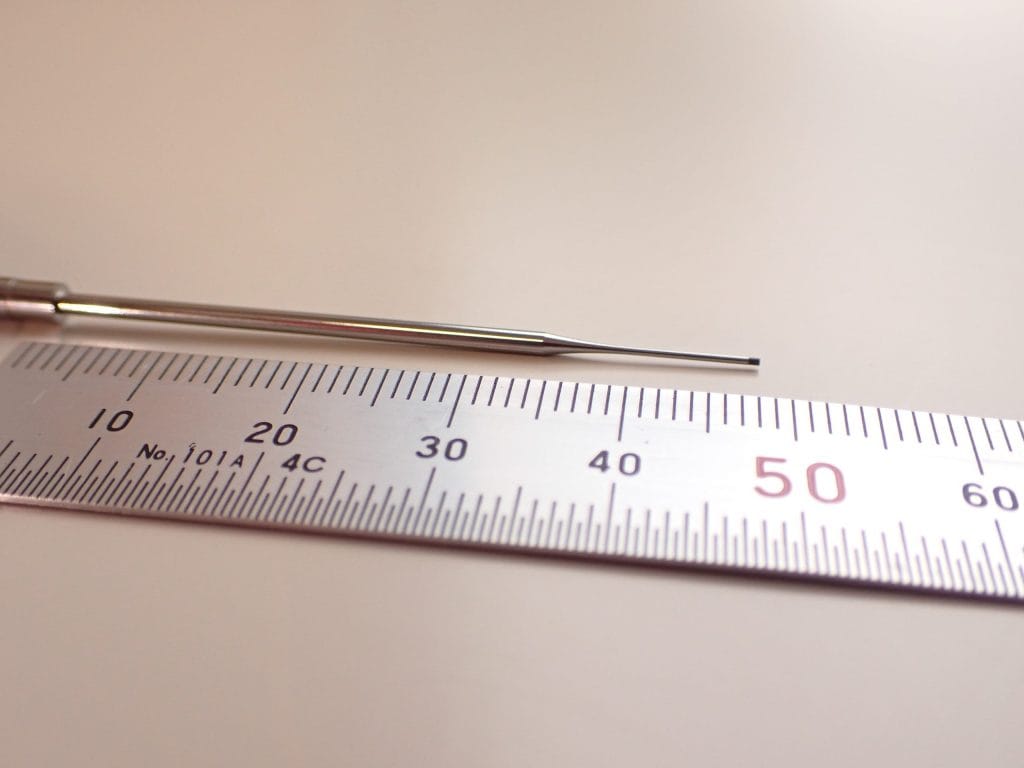
測定用スタイラス
三次元・真円度・先端径φ0.2

測定用ゲージ
ピンゲージ・ボールゲージ
ビットツール
先端球工具で研削・磨き用途

プローブピン
電通検査用・先端形状自在

設備部品
ガイド・チャック・ノズル
治具部品
位置決め・軸受け・補強
微細加工
PCDへ微細形状加工
埋め込み
他金属へ埋め込み面仕上げ
非磁性材
磁化を嫌う箇所の耐摩耗強化
対応可能な高硬度材料
- ダイヤモンド焼結体(PCD)
- 立方晶窒化ホウ素焼結体(PcBN)
- 超硬合金
- 工具鋼(SKD、SKH)
- ステンレス鋼(SUS)、その他各種スチール
など、一定以上の硬度を持つ材料全般に対応します。
主な製作実績
長年にわたる経験と技術に基づき、多岐にわたる高精度・高耐久な部品を製作してまいりました。
- 設備部品:センタレス研磨機用支持刃、搬送用チャック、各種ノズル、摺動面の保護用ガイド など
- 測定用部品:各種測定に用いるプローブやスタイラスなどの端子
- 金型部品:プレス用金型のパンチ・ダイ部品
- その他:お客様のご要望に応じた、様々なカスタム部品
実例紹介
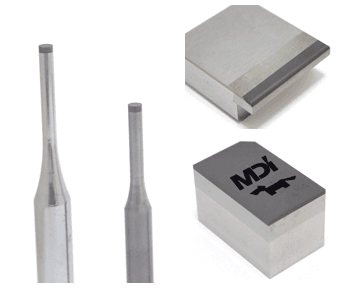
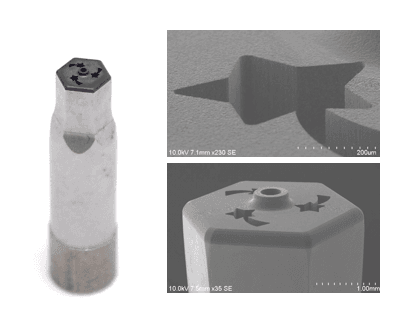
PCDパンチ
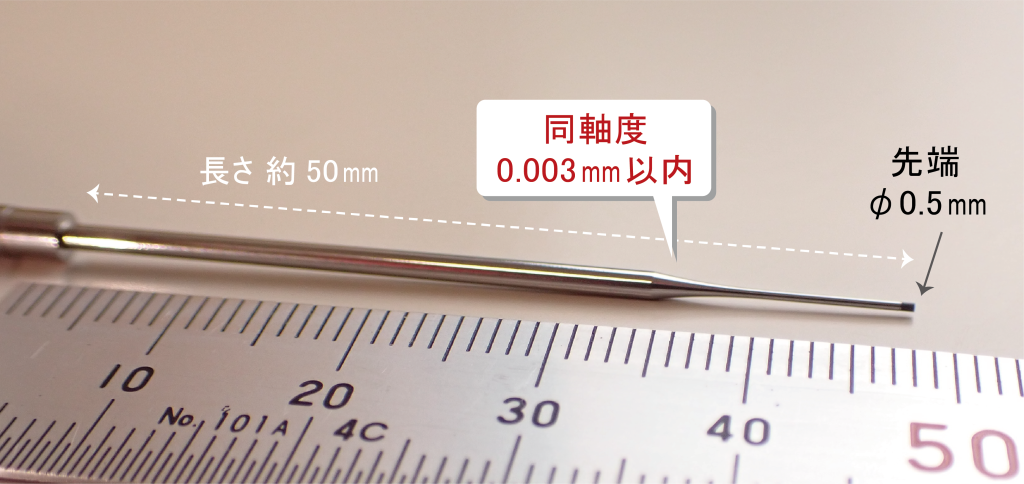
- 超硬パンチに比べ10倍以上の長寿命化(1億ショットの実績)
- チッピング防止処理
- 超硬の境界部分に段差・凹みのない加工技術
- 同軸度0.003mm以内、加工精度±0.002mm以下
※先端φ0.5mm以下の加工についてもご相談下さい。
PCDダイ
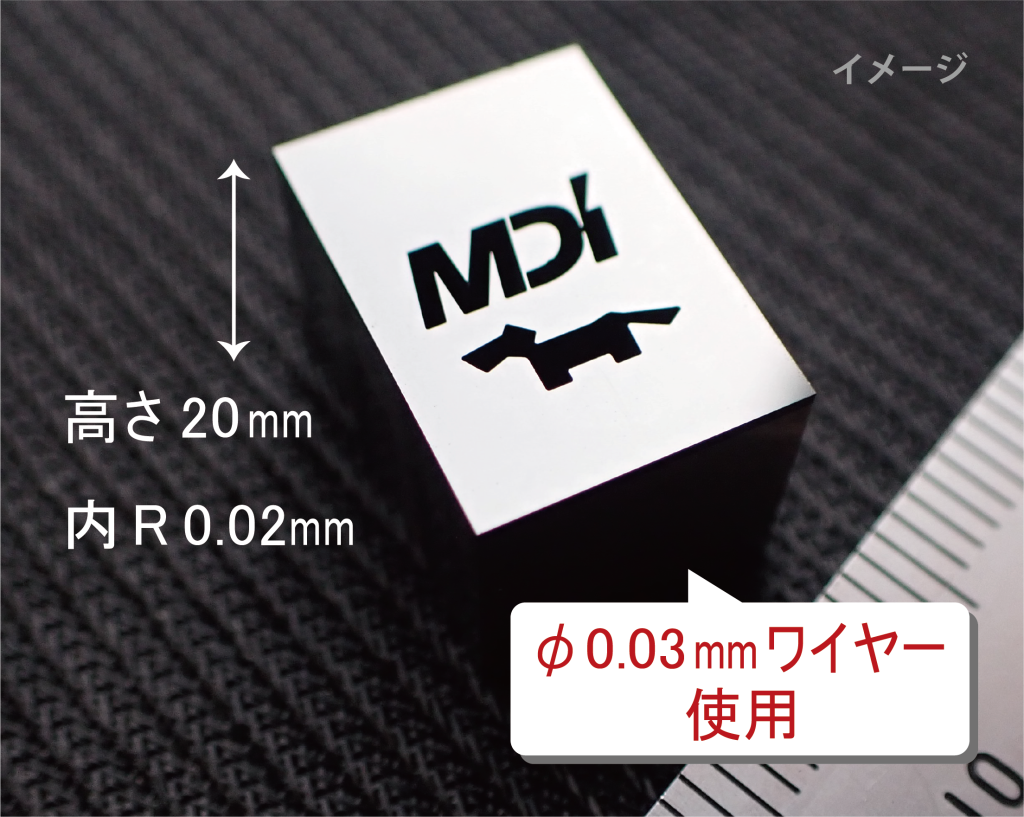
- 超硬ダイに比べ10倍以上の長寿命化
- チッピング防止処理
- ワイヤー径φ0.03mmでR0.02mmの形状も対応可
- 加工精度±0.002mm
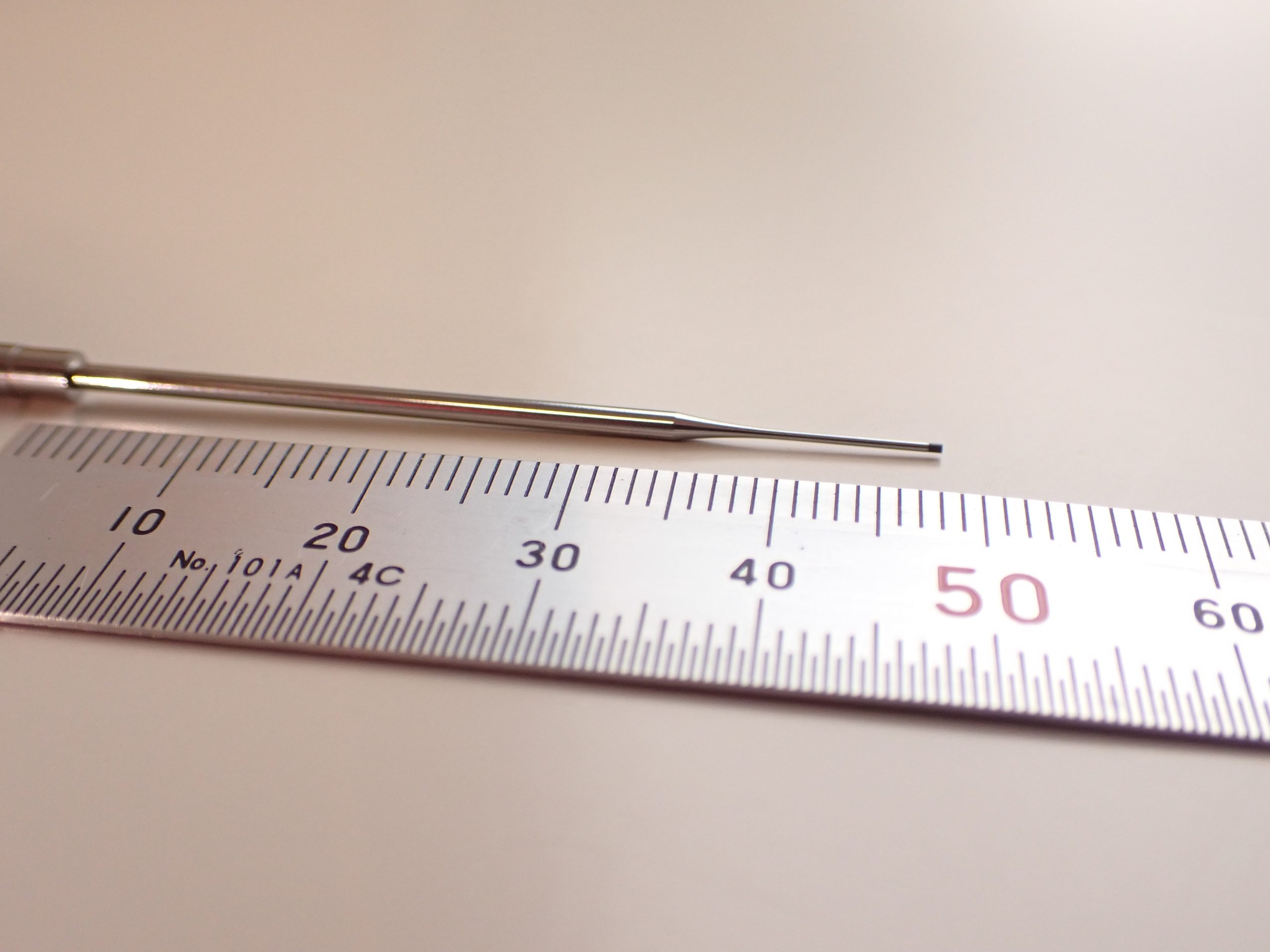
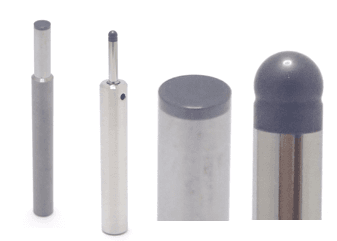
PCD測定子
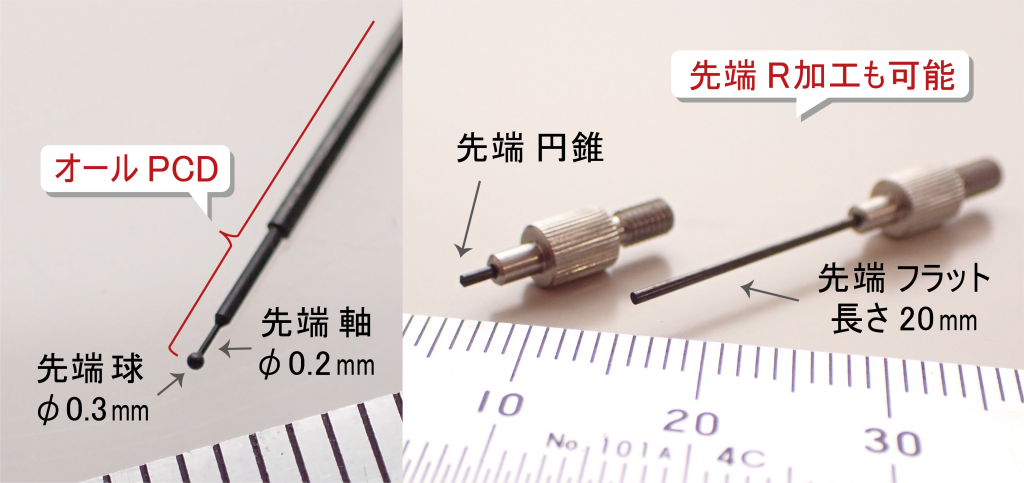
- 全てPCD化、細くてもたわみの無い測定が可能
- 先端球0.3~1.2mm(自社真円度測定機で使用中)
※先端形状についてはご相談ください。
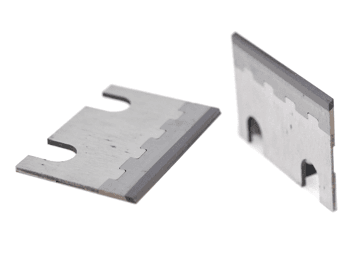
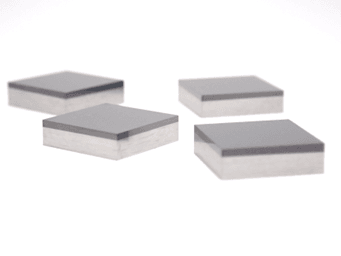
PCDブレード
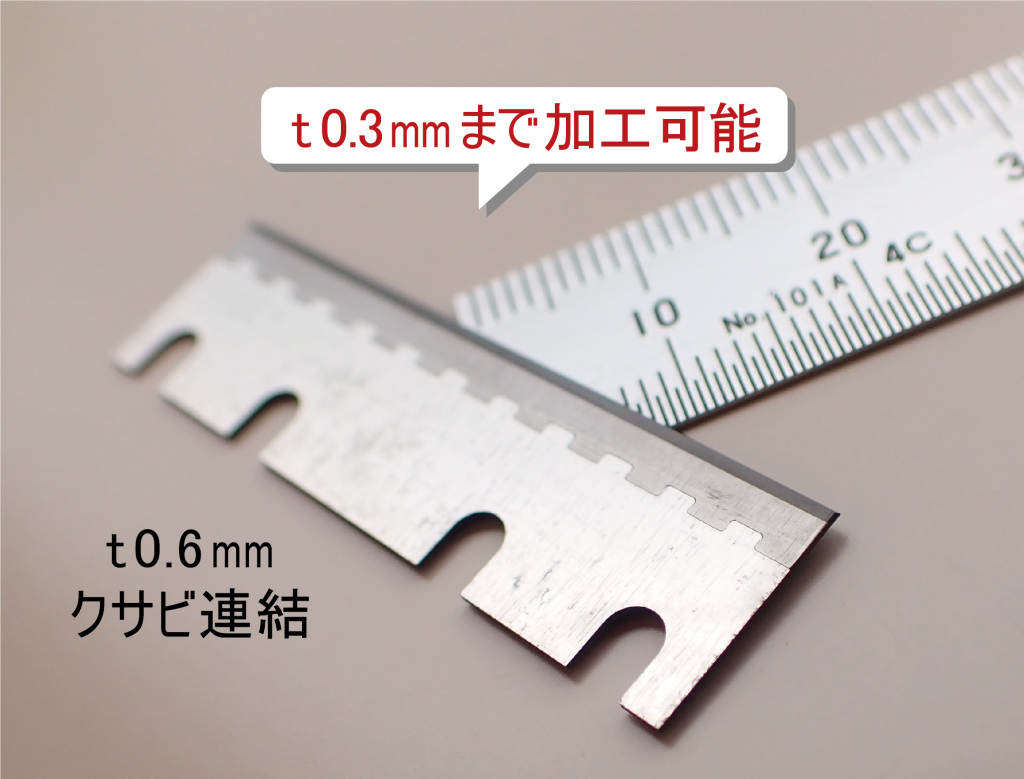
- 超硬に比べ10倍以上の長寿命化(自社センターレス研削盤で使用中)
- 厚さ1mm以下でも製作可
- 強度UPを目的とした連結技術
- 反りを極限まで抑える加工方法
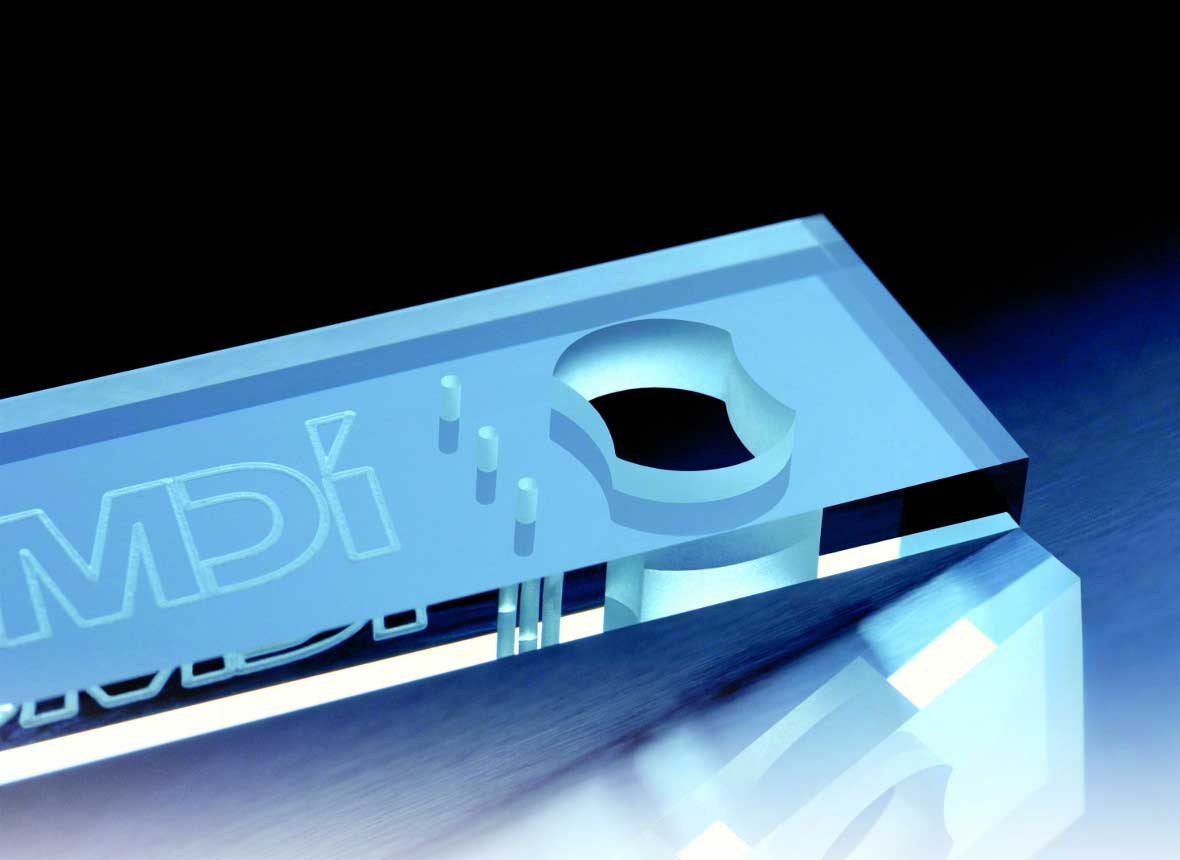
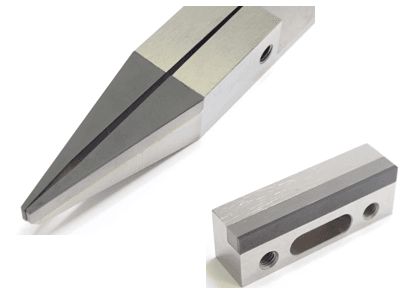
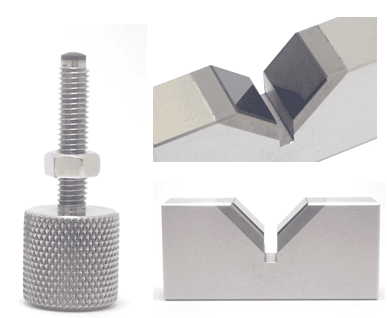
PCDノズル
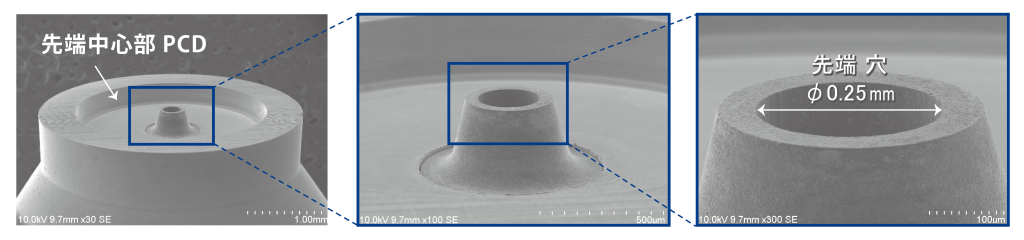
- ボディ部:スチール、ノズル部:PCD 連結技術(コストダウン取組み)
- 孔径φ0.25mm、深さ1.2mm(PCD)
- 位置精度0.003mm以内
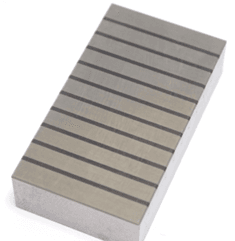
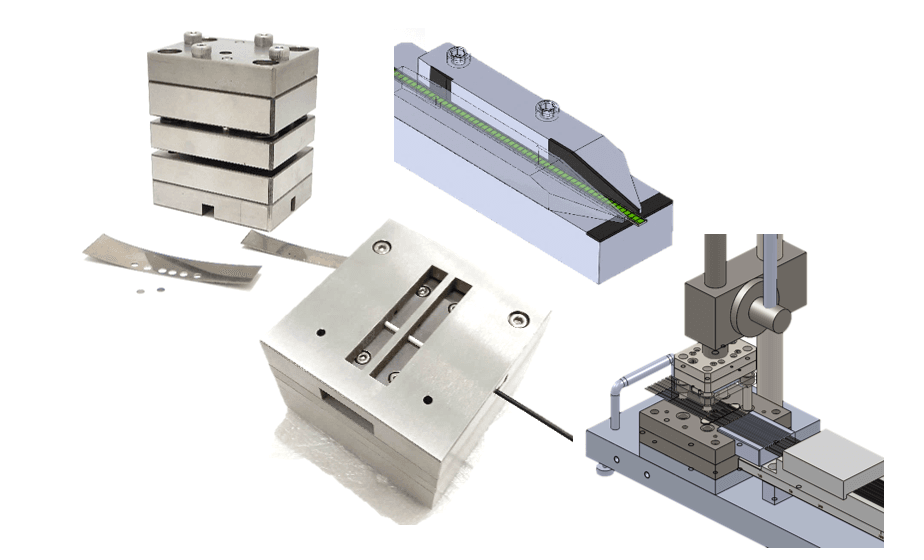
微細凹凸加工(マイクロテクスチャ)による保持力・安定性の向上
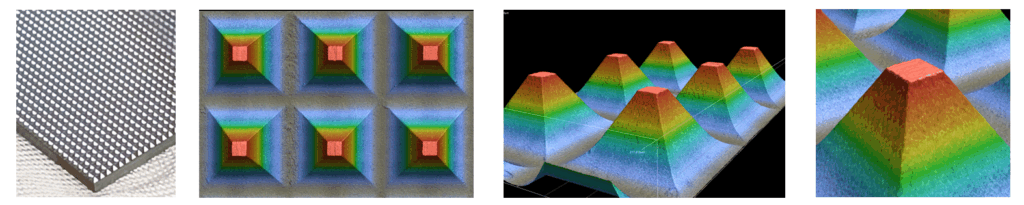
ローレット加工の主目的である滑り止め効果を応用し、微細なチャック部品などの接触面に微小な凹凸形状を施すことで、ワークの保持力と安定性を大幅に向上させます。
ワイヤー放電加工や研削加工を用いて、超硬合金やスチール、PCDの表面に、等ピッチかつ均一なサイズの微小凹凸ピラミッドを無数に形成します。
- 加工法 ワイヤー放電加工、または研削加工
- 加工実績(最小) ピラミッド形状:□0.3mm、高さ0.1mm
- 追加工 ピラミッドの頂点へ□0.05mmのランド(平坦部)形成も可能です。
- 対応材質 超硬合金、スチール、PCD(類似形状にて対応)
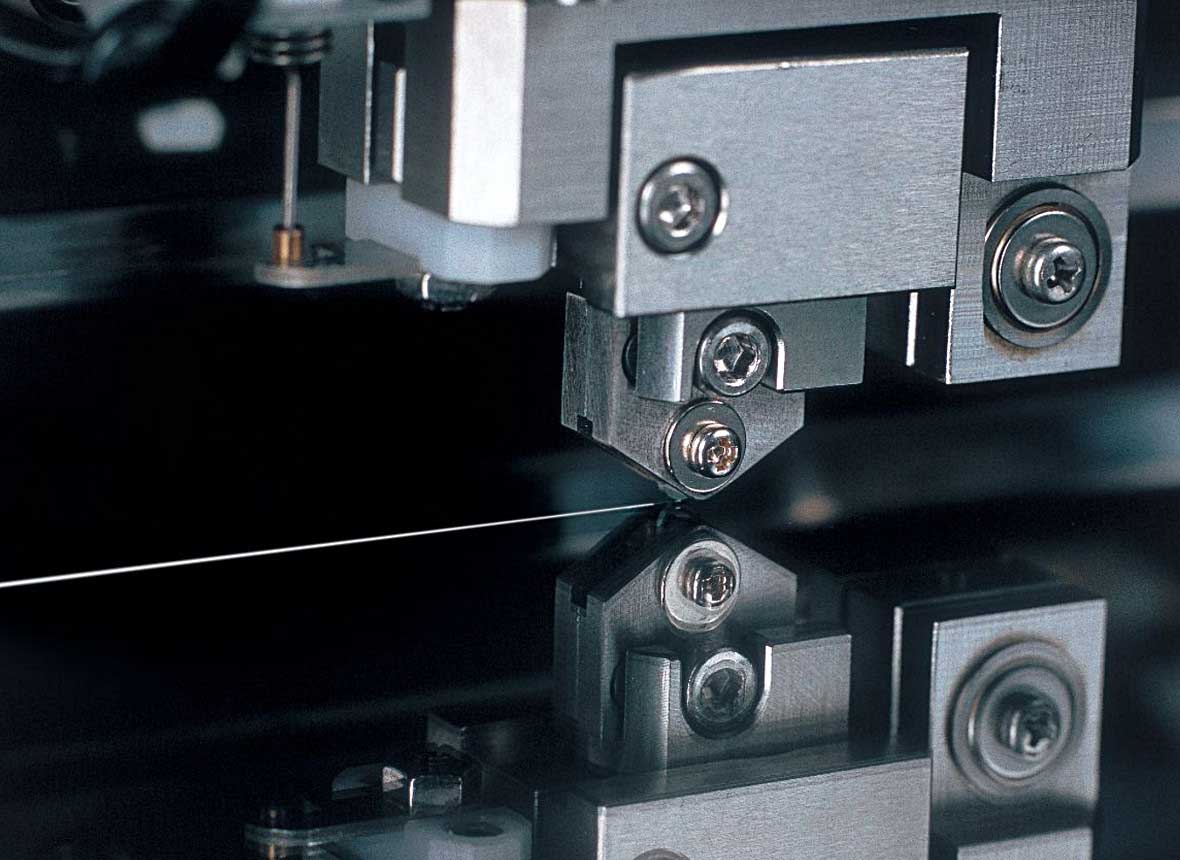
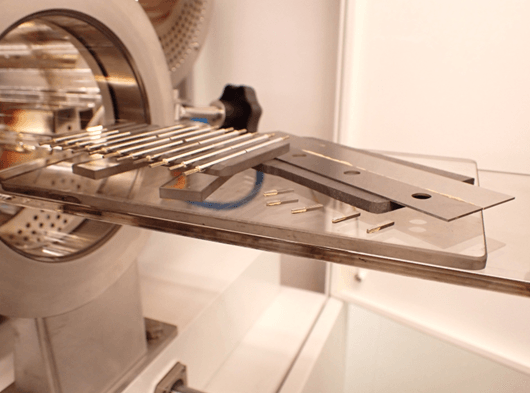
超硬合金による高精度・高耐久刃物の製作

長年培ってきたPCD(ダイヤモンド焼結体)製スクライビングホイールの超精密研削技術を応用し、バリの発生を抑えたシャープエッジを持つ刃物を超硬合金で製作いたします。
鋼線や樹脂材料を「潰さず」に、綺麗な切断面を保ったまま切断することが可能です。また、ご用途に応じて刃の先端に数μmの微小なR(ホーニング)を施すことで、切断品質を維持したまま、耐チッピング性を高め、工具の長寿命化と安定化を実現します。
- 特長
- PCD加工技術を応用した、バリの少ないシャープエッジ
- 刃先のマイクロR処理による、更なる長寿命化とカケ防止対策
- 対応形状
- 丸刃、薄刃、板刃、極小幅の刃物、剃刀のような超鋭利品まで対応します
- 丸刃、薄刃、板刃、極小幅の刃物、剃刀のような超鋭利品まで対応します
- 主な切断実績
- ワイヤー鋼線、樹脂チューブ、試料表面の被膜、各種樹脂材 など
- ワイヤー鋼線、樹脂チューブ、試料表面の被膜、各種樹脂材 など
- 加工提案
- 一般的な刃物だけでなく、金型を用いたせん断方式のご提案も可能です
高品質を実現する加工技術(ワイヤー放電・各種研削)
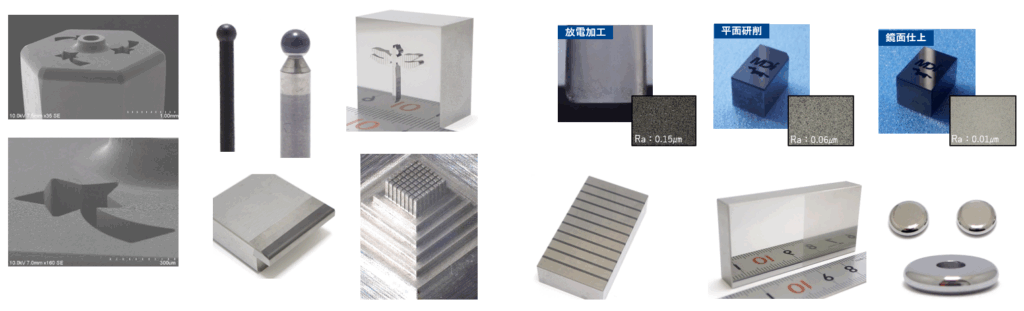
弊社は、ダイヤモンド焼結体(PCD)や超硬合金に代表される高硬度材料の加工において、ワイヤー放電加工と各種研削・研磨加工を得意としております。単に図面通りに加工するだけでなく、材料選定から異種材料の接合、仕上げ、品質保証まで一貫して対応いたします。
- 放電加工 高精度な油加工液仕様のワイヤー放電加工機を使用し、最小径φ0.03mmのワイヤーで微細形状を加工します。 (主な加工精度:最小内R 0.025mm、最小加工幅 0.050mm、同軸度 0.003mm以内。金型部品で±0.0015mmの製作実績あり)
- 研削・研磨加工 平面、円筒、倣い(PG)、ホーニングといった多様な研削設備を保有。研削によりPCDの表面粗さをRa0.06μmまで向上させ、さらにラップ仕上げによる磨きにも対応します。PCDとステンレス鋼(SUS)など硬度差の大きい異種材料も、境界面に段差なく同時研削が可能です。
- 品質保証 加工後の製品は、レーザーによる表面解析、SEM(走査型電子顕微鏡)による高倍率観察など、豊富な測定機器を用いた分析・品質保証体制を整えています。
最適な材料選定とご提案
最高の硬度と耐摩耗性を誇るPCDの活用により、部品の長寿命化を強力にサポートします。PCDが適さない用途であっても、豊富な知見から最適な代替案をご提案いたします。 また、超硬合金については、各材料メーカーの特色とこれまでの加工・評価実績に基づき、お客様の用途に最も適した材種を選定・ご提案することが可能です。
高硬度部品の加工技術に関するお問い合わせ
三星ダイヤモンド工業株式会社
飯田事業所 高硬度部品課(天龍工場)
TEL:0265-48-9077
こちらのフォームからも問い合わせいただけます
※商品やサービスの売り込み等、弊社製品及び加工技術に関するお問い合わせ以外はお断りさせていただきます。